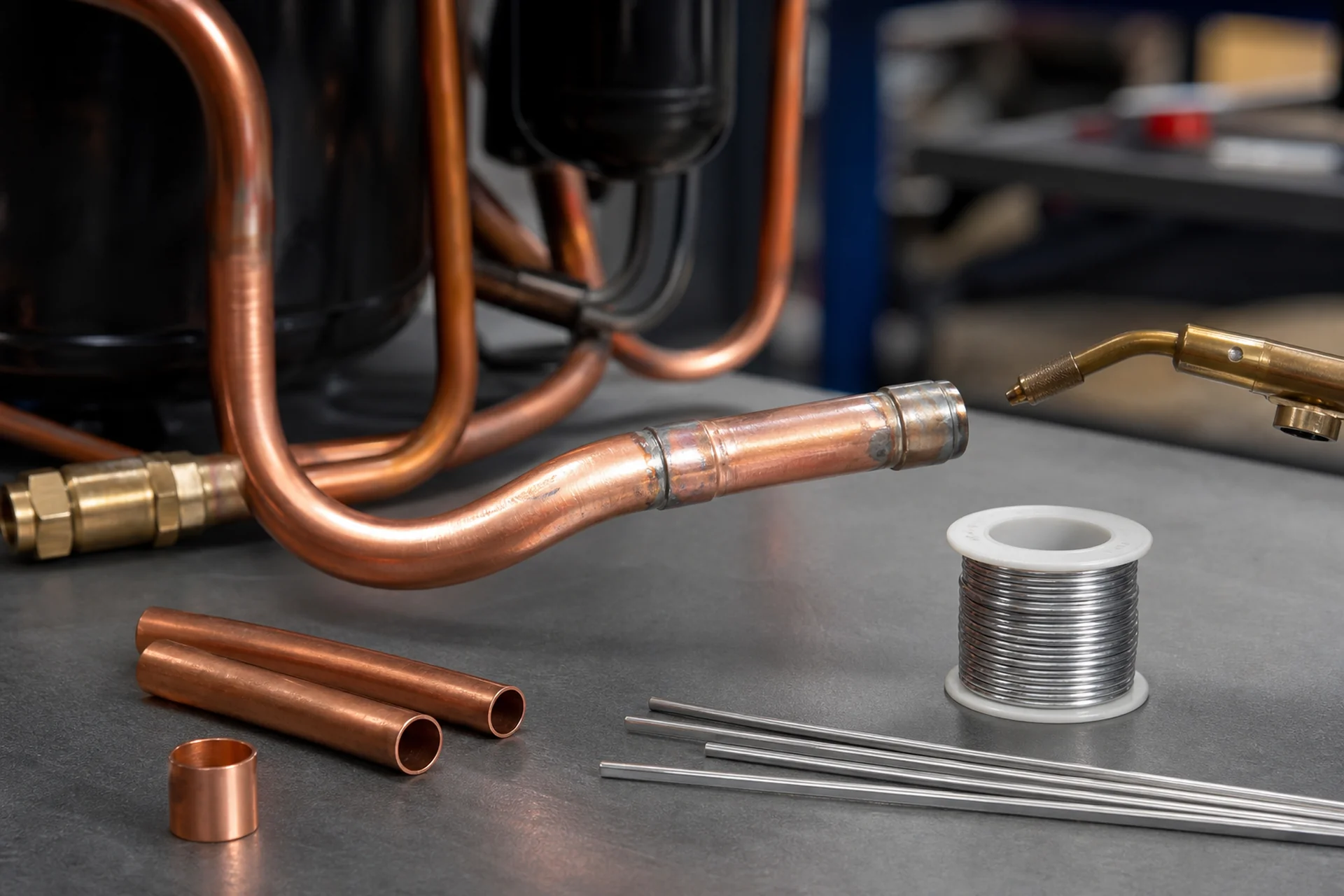




Refrigeration service is unforgiving — a weak joint shows up as a slow leak weeks later, after the case warms and product spoils. Stay-Brite 8 gives refrigeration technicians a premium tin-silver alloy with roughly 10,000 PSI tensile strength on copper, a 535–550°F melting range, and chemistry that stays lead-free and RoHS compliant across supermarket, restaurant, and industrial rack work.
Unlike HVAC comfort cooling, refrigeration lines often run year-round at higher pressures and lower temperatures. Joint integrity and clean system interiors matter equally. This guide explains where solder fits versus brazing, how to prep oil-contaminated copper, and which product formats belong on a refrigeration truck.
Closed-loop repair role
New rack installs and large-diameter mains still demand brazing with nitrogen purge. Stay-Brite 8 shines on service repairs — coupling replacements, access valve fixes, drier line patches, and short line-section swaps where MAP or propane heat is faster than rigging oxy-fuel in a crowded mechanical room.
The alloy's melting range is not a single point. That paste phase between 535°F and 550°F helps wick into capillary gaps on worn couplings and slightly oval tubing common in decades-old walk-in lines. Standard tin solders freeze early; Stay-Brite 8 keeps moving long enough to fill imperfect cups.
Oil and contamination prep
Refrigeration copper near compressors carries oil film that blocks solder wetting. Recover refrigerant per EPA rules, cut out the contaminated section when possible, and clean remaining surfaces with emery cloth or a dedicated copper brush until bright metal shows. Wipe with dry nitrogen or approved solvent — moisture and oil inside the joint cause voids that fail electronic leak detection.
Replace filter-driers after any burn-in or open-system work. Solder flux residue must not circulate with POE or mineral oil — flush externally and verify with your vacuum decay procedure before recharge.
Lower heat advantage
Brazing near TXV bulbs, case controls, and plastic wire loom risks collateral damage. Stay-Brite 8 flows hundreds of degrees below BCuP rod, letting you work in tight walk-in corners with heat shields instead of full brazing kits. Protect adjacent insulation and product shelving with flame blankets — lower temperature does not mean zero fire risk.
Heat the fitting uniformly until flux clears, then feed wire at the joint mouth. Remove flame once a full fillet forms. Overheating drives flux char and anneals soft copper — both weaken long-term fatigue resistance on vibrating rack lines.
Valve and port work
Access valves, Schrader cores, and king valves develop seepage at brass bodies over time. After confirming threads and seats are serviceable, a controlled solder fillet can seal micro-cracks without replacing the entire valve body. Always remove cores before heating and reinstall with new seals after the joint cools.
Soldering on live charged lines is never acceptable — full recovery and isolation are mandatory. Pressure-test with dry nitrogen before pulling vacuum. Match your shop standard for standing pressure hold times; Stay-Brite 8 joints behave like properly made brazed repairs when preparation is correct.
Rack and case lines
Supermarket rack piping vibrates with compressor cycling. Lap joints with adequate overlap; avoid butt joints on pressurized suction or liquid branches. Stay-Brite 8 handles copper-to-copper couplings on 3/8-inch through 1-1/8-inch lines common on cases and rack headers when code and engineering allow soldered repairs.
Reach-in units with factory brazed assemblies sometimes need line-set repairs after transport damage. Treat transport kinks by cutting back to round tubing — forcing solder into a crushed cup guarantees a callback. Use new wrought copper couplings rather than trying to fill gaps with extra alloy.
Flux inside the system
Closed refrigeration loops cannot tolerate loose flux or particulate inside tubing. Apply flux only to external mating surfaces, assemble, and heat from outside. Never blow flux into the line bore. Stay-Clean liquid flux pairs with Stay-Brite 8 on clean copper; paste flux helps overhead rack runs but must be wiped externally after cooling.
Post-repair nitrogen blow-down clears loose debris before evacuation. Pair flux discipline with new driers sized to the system — chemistry mistakes here cost more than any solder savings on the spool.
Materials compatibility
Stay-Brite 8 wets copper, brass, steel, and stainless with proper prep. Brass valve bodies and copper line sets are the everyday pairing. Stainless appears on some industrial racks — allow longer heat soak and verify flux compatibility before committing on a production line during peak season.
Aluminum circuits require different filler chemistry — see our aluminum page rather than forcing Stay-Brite 8 on aluminum mains. Mixed-metal mistakes are a common source of refrigeration callbacks.
Leak testing workflow
Electronic sniffers detect sub-gram annual loss rates when joints are sound. After soldering, brush joints with soap solution at standing pressure as a gross check, then pull vacuum and decay-test before recharge. A joint that holds nitrogen but fails vacuum decay often has an internal void — cut it out and redo rather than adding more solder on the outside.
Document repair locations on rack diagrams for facility managers. Future techs need to know which sections were soldered versus brazed — disassembly heat profiles differ.
When to braze instead
Brazing remains mandatory for many new installs, high-pressure CO2 transcritical sections, and joints specified by OEM brazing-only bulletins. Stay-Brite 8 does not replace engineering specs — it complements your kit for maintenance windows where speed and lower heat win.
Carry both alloys on the truck. The decision tree is simple: new construction and OEM brazing specs get rod; in-place repairs on copper cups in accessible cases get Stay-Brite 8 when local code permits.
Truck inventory tips
Stock the refrigeration kit as your turnkey SKU, a 4 oz spool for daily use, and 1 oz backups in rack bags. Add Stay-Clean and paste flux, heat shields, and dedicated refrigeration-grade emery cloth kept separate from plumbing abrasives contaminated with water-line grit.
For melting behavior and pressure context, read melting point and pressure rating. For failed joints, see problems and reviews from working refrigeration contractors.