



HVAC service work demands joints that survive vibration, thermal cycling, and pressure swings without reopening on the next heat wave. Stay-Brite 8 is a premium tin-silver lead-free solder formulated for exactly that workload — stronger than standard Stay-Brite, lower heat than brazing, and compatible with the copper, brass, and steel fittings found on residential and light commercial systems.
This guide covers where Stay-Brite 8 fits in HVAC workflows, how its 535–550°F melting range compares to brazing rod, and which flux pairings produce the cleanest capillary fill. Cross-reference our melting point guide, flux pairing page, and technician reviews for deeper context.
Why HVAC techs choose it
Brazing remains the default for new line sets and large-diameter joints, but many service calls do not justify full brazing setup. Stay-Brite 8 lets you solder repair joints, flare connections, and valve replacements with a propane or MAP torch instead of oxy-acetylene. The alloy reaches flow temperature hundreds of degrees below brazing filler, which reduces heat damage to nearby components and insulation.
Higher silver content than standard Stay-Brite delivers roughly 10,000 PSI tensile strength on copper — enough for pressurized refrigerant lines when the joint design and preparation are correct. The melting range is not a single point; the paste phase between 535°F and 550°F helps the alloy wick into slightly wider capillary gaps that pure tin solders struggle to fill.
Copper line applications
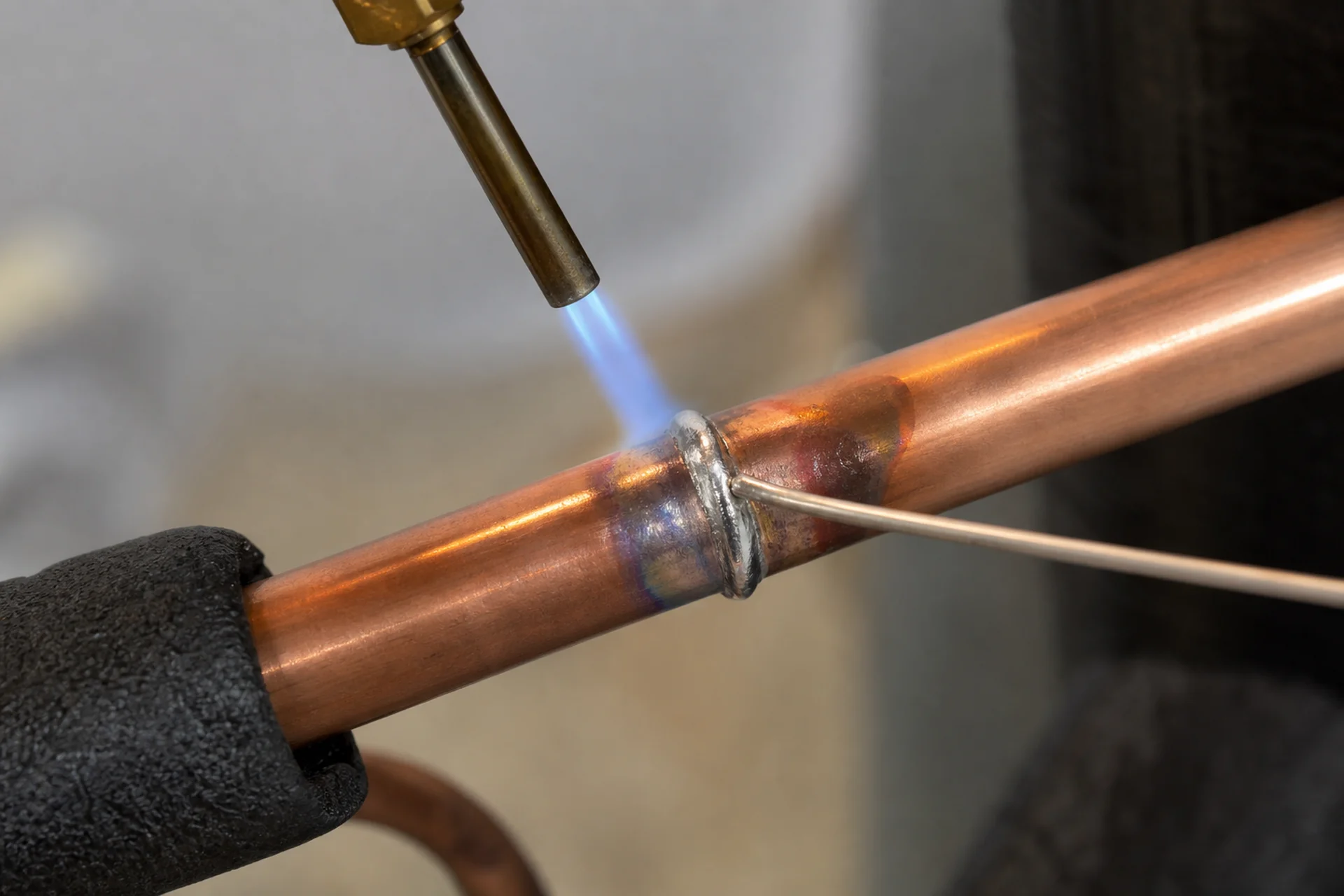
Type L and Type K copper dominate HVAC line sets. Stay-Brite 8 bonds cleanly to oxide-free copper when flux is applied and heat is directed at the fitting, not the solder itself. Feed wire at the joint mouth once the fitting reaches cherry red — the alloy should pull in visibly. For suction and liquid lines, treat soldered repair joints as you would brazed work: deburr, ream, and verify full penetration before pressure testing.
Short patch sections and coupling repairs are common field uses. Avoid soldering within six inches of compressor terminals or control boards without heat shields. When replacing a section of line set, lap joints with adequate overlap; butt joints on pressurized lines are poor practice regardless of filler metal.
Flare and valve work
Flare nut leaks often trace to crushed seats or misaligned tubing — not the alloy. When the hardware is sound, Stay-Brite 8 can reinforce a flare seat or seal a pinhole near a service valve without dismantling the entire manifold. Clean the area with emery cloth, apply Stay-Clean flux sparingly, and use enough heat to draw solder into the defect without flooding the flare face.
Schrader port cores and access valve caps sometimes develop seepage at the brass body. A small solder fillet after core removal works when the port threads are intact. Always pull vacuum and pressure-test after valve-related soldering — nitrogen or trace refrigerant per your shop protocol.
Brass and steel fittings
Brass service valves, filter-drier shells, and gauge port bosses accept Stay-Brite 8 when pre-tinned and fluxed. Steel lines appear less often on HVAC equipment but show up on condensate pans and structural brackets near coil assemblies. The alloy wets steel with adequate flux and higher localized heat — expect a longer heat cycle than on copper.
Stainless flanges on some commercial units require aggressive cleaning and compatible flux. Stay-Brite 8 can bond to stainless in repair scenarios, but verify compatibility with your flux brand and always follow manufacturer guidance on dissimilar-metal joints near coil circuits.
Heat and torch tips
MAP gas or propane with a swirl-tip torch head provides adequate heat for 3/8-inch through 3/4-inch copper in open air. Heat the fitting uniformly — sweeping the cone across the body until flux bubbles and clears, then touch solder to the joint mouth opposite the flame. If solder balls up without wicking, the base metal is not hot enough or oxides were not removed.
Because Stay-Brite 8 flows across a range rather than a single melting point, you have a slightly wider working window than eutectic solders. Do not overheat; prolonged cherry-red temperatures degrade flux and can anneal soft copper. Remove heat as soon as a full fillet forms and wipe excess flux residue when cool.
Flux pairing matters
Stay-Clean liquid flux is the default pairing for copper and brass HVAC work. It activates before the solder flows and rinses reasonably with water after the joint cools. Paste flux earns its place on vertical runs and ceiling line sets where liquid would drip off the joint before heating begins.
Flux residue is corrosive if left on the line — wipe or rinse per product instructions before insulating. Closed-loop systems do not tolerate loose flux particles inside tubing; keep the interior clean by feeding solder only from outside the joint and never introducing flux into the line bore.
Code and compliance
Stay-Brite 8 is RoHS compliant and carries NSF 51 food service listing, relevant when condensate lines or potable-water crossover equipment appears on the same job. Lead-free chemistry eliminates the health concerns associated with 50/50 tin-lead solders still found in older plumbing kits mistakenly used on HVAC lines.
Local mechanical codes vary on whether soldered joints are permitted on refrigerant lines versus brazed-only requirements. Confirm with your jurisdiction before relying on solder for new construction. Repair and maintenance contexts generally accept properly executed solder joints when pressure testing passes.
Solder versus brazing
Use brazing for new line-set installs, large-diameter mains, and joints where code mandates BCuP filler. Brazing tolerates higher operating temperatures and produces joints rated for the full pressure-temperature envelope of modern refrigerants.
Use Stay-Brite 8 for service repairs, tight spaces where oxy-fuel is impractical, and joints on smaller diameters where lower heat protects nearby TXV bulbs and wire harnesses. The decision is workload-specific — many trucks carry both brazing rod and Stay-Brite 8 for that reason.
Common field mistakes
Cold joints from insufficient heat are the top failure mode. Moving the flame away too early leaves a grainy fillet that fails pressure test. Over-fluxing creates black glassy residue and inhibits flow. Skipping deburr on cut tubing restricts capillary pull. Using plumbing acid flux on HVAC copper corrodes lines over time — match flux to the alloy.
For troubleshooting failed joints, see our problems guide. For silver content and pressure context, review silver content and pressure rating pages.
Stocking your truck
A practical HVAC loadout includes one 4 oz spool of Stay-Brite 8, a bottle of Stay-Clean flux, and a small tube of paste flux for overhead work. Add the HVAC kit if you want a single SKU that covers first-time buyers. Keep solder off the van floor in summer — extreme cab temperatures do not damage the alloy, but flux bottles should stay upright and capped.
Pair with standard service tools: tube cutter, reamer, emery cloth, and a dedicated solder tip brush. Label your torch kit so apprentices do not confuse Stay-Brite 8 with lower-temperature electronics solder — the visual similarity causes costly rework on live lines.